

Vous pouvez d'ores et déjà trouver les parties suivantes
Partie 1 : Ultimaker CURA pour les nuls partie 1 : votre 1ère impression 3D - 5D Normandie (5d-impression.com)
Partie 2 : https://5d-impression.com/blog/ultimaker-cura-pour-les-nuls-partie-2-outils-d-ajustements-b86.html
Partie 3 : https://5d-impression.com/blog/ultimaker-cura-pour-les-nuls-partie-3-la-hauteur-de-couche-b97.html
Partie 5 : Ultimaker CURA pour les nuls Partie 5 : Gestion du matériel - 5D Normandie (5d-impression.com)
Vous souhaitez une formation CURA ?
Rendez-vous ici: Formation CURA Formation• 5D Impression (5d-impression.com)
Support settings – Ultimaker Support
Pour insta Ultimaker Cura, vous pouvez récupérer la dernière version du logiciel à jour sur https://ultimaker.com/fr/software/ultimaker-cura.ller
g
Générer du soutien
Certains modèles ont des parties en surplomb, ce qui signifie que certaines parties du modèle flottent dans les airs lorsque vous imprimez le modèle. Dans ce cas, vous devez imprimer une structure de support sous le modèle pour éviter que le plastique ne tombe. Cela peut être réalisé en activant « Générer un support ».
g
Extrudeuse de soutien
Les machines d'extrusion double offrent la possibilité de créer des supports solubles dans l'eau. Pour utiliser cette fonctionnalité, vous pouvez spécifier quelles parties du support sont imprimées avec quelle extrudeuse. Le réglage est divisé en :
g
- Soutenir l'extrudeuse de remplissage
- Extrudeuse de support de première couche
- Extrudeuse d'interface de soutien
- Soutenir l'extrudeuse de toit
- Extrudeuse de plancher de support
b

b
Structure de support
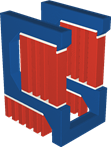
Ultimaker Cura propose deux techniques pour générer un support appelées « Normal » et « Tree ». Le support "Normal" génère des supports directement sous votre modèle 3D et est utilisé dans tous les profils d'impression Ultimaker.
b
Comme alternative, le support 'Tree' crée des branches qui poussent autour de votre modèle 3D. Les avantages de cette alternative incluent un temps d'impression réduit et moins de cicatrices du modèle
b
Le modèle de gauche a un support 'normal', le modèle de droite a un support 'arbre'.
b
Support d'arbre
Au lieu d'imprimer les supports en ligne droite à partir de la plaque de construction, nous pouvons utiliser le support d'arbre pour imprimer des structures arborescentes qui prennent en charge les modèles. Ces supports sont creux et peuvent être conçus pour suivre différents angles. Les paramètres suivants contrôlent la croissance des supports.
b
Angle de branche de support d'arbre : L'angle de porte-à-faux maximum que les branches peuvent utiliser pour imprimer latéralement. Un angle de porte-à-faux de 40° est considéré comme fiable.
Distance entre les branches du support d'arbre : la distance entre les extrémités des branches, par exemple, là où elles touchent le modèle. Elle est comparable à la densité de support.
Diamètre de la branche de support de l'arbre : Le diamètre de la branche où elle touche le modèle. Les branches larges sont stables mais difficiles à enlever, les branches minces sont moins stables mais faciles à enlever.
Angle de diamètre de branche de support d'arbre : L'angle de croissance de la branche. Un angle plus grand augmente la largeur inférieure de la branche.
Tree support collision resolution : La résolution X-Y pour vérifier le modèle chargé et éviter les collisions. La valeur par défaut de 0,2 mm fonctionne bien, si vous souhaitez une finition de support d'arbre « lisse », une résolution plus élevée peut être appliquée.
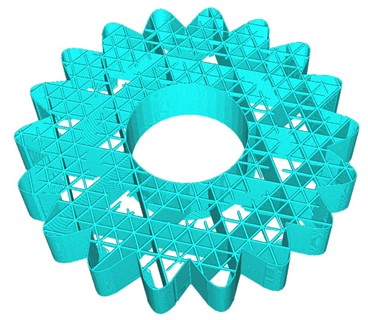
<
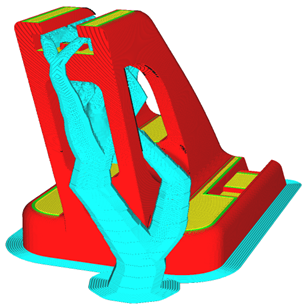
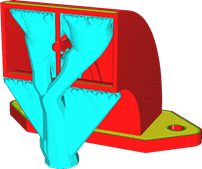
Ce modèle a été découpé avec les paramètres de support d'arbre par défaut.
Placement
Ce paramètre définit l'endroit où la structure de support est imprimée. Il contient les options suivantes :
Plaque de construction en contact : le matériau de support n'est imprimé qu'à partir de la plaque de construction vers le haut
Partout : le matériel de support est imprimé sous chaque pièce nécessitant un support, ce qui signifie qu'il peut également être placé sur ou à l'intérieur d'un modèle
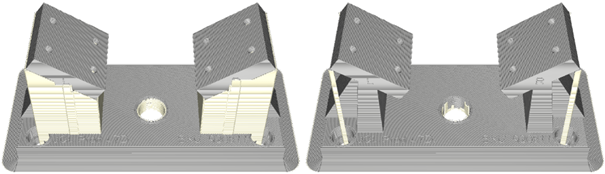
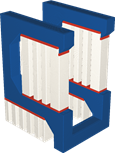
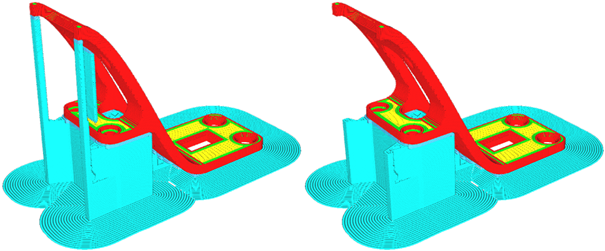
Ce modèle a des pièces avec des surplombs. Le modèle de gauche a un support partout, tandis que le modèle de droite a un support sur la plaque de construction uniquement
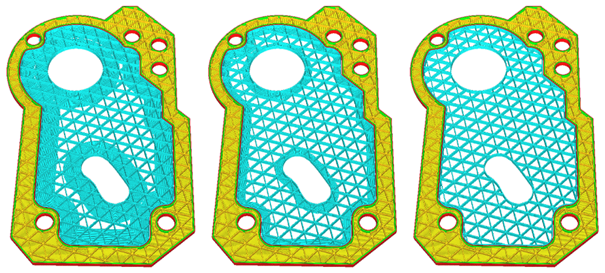
Angle de porte-à-faux
L'angle de surplomb influence la quantité de matériau de support ajouté. Un angle plus petit conduit à plus de soutien. Par exemple, à une valeur de 0°, tous les surplombs sont supportés, tandis qu'à 90° aucun matériau de support n'est ajouté.
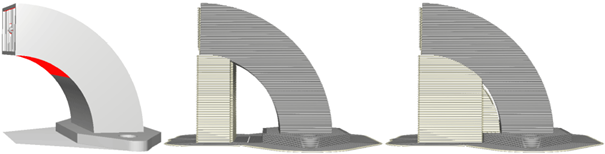
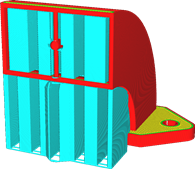
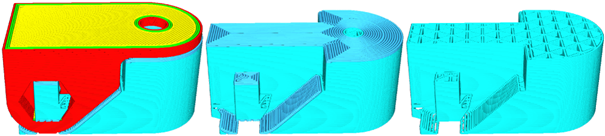
Le modèle de gauche est affiché en mode solide. Les zones rouges indiquent la zone de surplomb qui a besoin de soutien. Le modèle du milieu a un angle de porte-à-faux de 70°, tandis que le modèle de droite a un angle de porte-à-faux de 45°
Modèle de soutien
Il existe différents modèles disponibles pour l'impression des structures de support, ce qui permet d'obtenir un support solide ou facile à retirer. Vous pouvez choisir parmi les modèles ci-dessous :

Nombre de lignes de mur de support
Le mur de support est un périmètre imprimé autour du motif de support. Cette paroi ajoute de la résistance aux parties extérieures de la structure de support pour améliorer la fiabilité, principalement utilisée pour l'impression de matériaux PVA. Lors de l'impression de supports avec le matériau de construction, le retrait du support est plus important et aucun mur de support supplémentaire n'est utilisé.
Le modèle de gauche a des supports imprimés avec du PVA, il nécessite un mur de support. Le modèle à droite est imprimé avec le matériau de construction, il n'a pas de mur pour faciliter le post-traitement
Connectez les zigzags
Lorsqu'un motif de support en zigzag a été sélectionné, ce paramètre devient visible. Il relie l'extrémité des zigzags, ce qui renforce la structure de support et augmente l'adhérence à la plaque de construction par la structure de support.
Densité de soutien
Ceci définit la densité des structures de support. Une valeur plus élevée conduira à un support plus fort, mais ceux-ci seront plus difficiles à retirer et prendront plus de temps à imprimer.
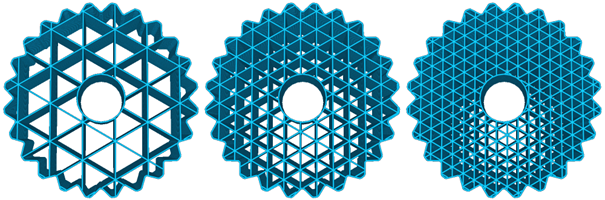
Ce modèle a un support triangulaire avec trois densités différentes : 15 %, 30 % et 45 %
Distance de la ligne de soutien
La distance de la ligne de support est un paramètre enfant de la densité de support ; au lieu de le calculer en pourcentage, il permet de régler directement la distance entre les supports. Ce paramètre peut être ajusté séparément pour la couche initiale.
Prise en charge des directions de ligne de remplissage
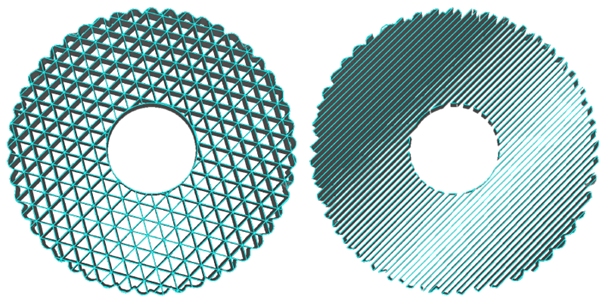
Cette fonction fait pivoter le motif de support de l'angle en degrés défini. Cela permet de faire pivoter la structure de support pour un alignement plus avantageux avec le modèle. Cela fonctionne pour tous les modèles de support.
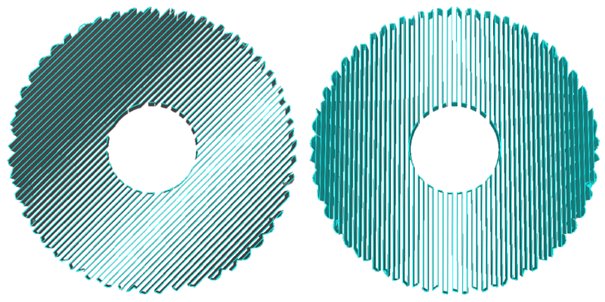
Le modèle de gauche a la direction par défaut de 0°, le modèle de droite a une direction de ligne de remplissage de support de 45°, ce qui donne un motif vertical
Bord de soutien
Le bord de support ajoute un certain nombre de couches concentriques à l'intérieur de la structure de support sur la couche initiale, similaire au bord du modèle. Il améliore l'adhérence du matériau de support à la plaque de construction, améliorant ainsi sa fiabilité.
Le modèle de gauche a le bord par défaut de 8 mm pour le matériau PVA, le modèle du milieu l'a réduit à 3 mm et le modèle de droite est complètement désactivé
Distance Z
Il s'agit de la distance entre le haut et le bas de la structure de support par rapport au modèle. Ce paramètre est divisé en distance supérieure et distance inférieure. La distance du haut définit la distance entre le haut du support et le bas du modèle et la distance du bas fait référence à la distance entre le bas du support et la partie supérieure du modèle.

Une petite distance entre la structure de support et des parties du modèle est nécessaire afin de retirer facilement les supports une fois le modèle imprimé. Une valeur faible crée une surface plus lisse, mais peut également rendre plus difficile le retrait correct du support.
X/Y distance
Sous ce paramètre, vous pouvez ajuster la distance entre la structure de support et le modèle dans les directions X et Y. Une valeur plus élevée réduit le risque que la structure de support heurte le modèle. Cependant, cela crée également une plus grande distance entre le modèle et la structure de support, ce qui peut entraîner des porte-à-faux plus petits qui ne sont pas entièrement pris en charge.
Le modèle de gauche a une distance de support X/Y de 0,7 mm, tandis que celui de droite en a une de 0,3 mm
Priorité de distance de soutien
Après le lancement d'Ultimaker PVA, la distance Z du support a été définie sur 0. Cela a introduit un scénario dans lequel la distance X/Y compenserait le PVA du modèle, diminuant la qualité du support. La priorité à la distance d'appui garantit que le PVA s'aligne parfaitement avec le modèle. L'image ci-dessous montre la priorité lorsque X/Y remplace Z et lorsque Z remplace X/Y.
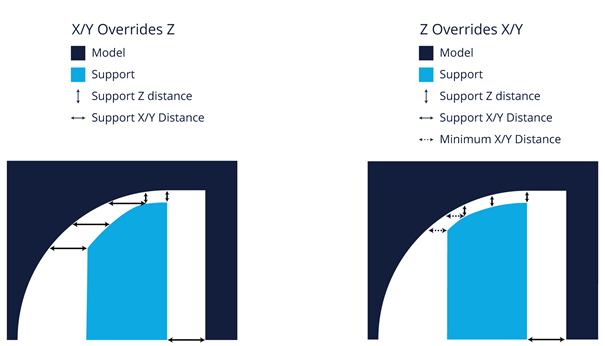
Distance minimale de support X/Y
Lorsque le Z remplace la priorité de la distance X/Y, comme indiqué ci-dessus, la distance X/Y peut forcer le support à frapper le modèle. Pour assurer une distance de sécurité, la distance minimale X/Y de support doit être maintenue à tout moment.
Hauteur de marche d'escalier
Lorsque « Type de placement de support partout » est sélectionné, les structures de support sont imprimées avec le modèle. Cette structure ne suit pas nécessairement les contours du modèle en douceur. Au lieu de cela, le bas de la structure de support se compose de petites marches en forme d'escalier. La modification de la valeur de la hauteur des marches affecte la taille de ces marches. Une valeur faible se traduira par un fond plus lisse du support et plus de connexions entre le modèle et la structure de support. Une valeur plus élevée facilite le retrait du support par la suite.
L’objet de gauche a une hauteur de marche d'escalier de valeur élevée, le modèle de droite a une valeur inférieure
Largeur maximale de marche d'escalier de soutien
Il s'agit de la largeur maximale dans la direction X/Y où une marche d'escalier apparaît. Lorsqu'un avion ne change pas de hauteur dans ces 5 millimètres, le support est traité comme un support régulier.
Support de marche d'escalier angle de pente minimum
Avec ce paramètre, vous pouvez désactiver la marche d'escalier tout en bas du support, jusqu'à ce que la pente du modèle ait un certain angle. S'il y a une petite vallée dans laquelle repose le support, cela peut même faire sauter tout le côté inférieur, faisant que tout le support ne repose que sur les coins des marches d'escalier.
Dans ces cas, vous pouvez limiter les marches d'escalier pour qu'elles se produisent uniquement sur les pentes les plus raides. Ce paramètre décide de ce qui constitue une pente « raide » à cet égard.
Soutenir l'expansion horizontale
En utilisant l'expansion horizontale, un décalage peut être appliqué aux structures de support dans les directions X et Y. Des valeurs élevées étendront les zones de support, résultant en un support plus solide. Les zones de support très minces peuvent être complètement supprimées en utilisant une valeur négative. Le support latéral droit du modèle ci-dessous peut facilement être imprimé, bien que la zone supportée soit très fine.
Le modèle de gauche a l'expansion horizontale désactivée, ce qui économise du matériel et réduit le temps d'impression. Le modèle de droite a une expansion horizontale activée, ce qui augmente la résistance de la structure
Soutenir l'épaisseur de la couche de remplissage
Le remplissage de support peut être imprimé deux couches à la fois ; il n'a pas besoin d'être visuellement attrayant puisqu'il est retiré après l'impression. Cela peut être fait en définissant une épaisseur de couche de remplissage de support sur une multiplication de la hauteur de couche.

Le modèle de gauche a une épaisseur de couche de remplissage de support régulière de 100 microns, le modèle de droite a une double épaisseur, 200 microns
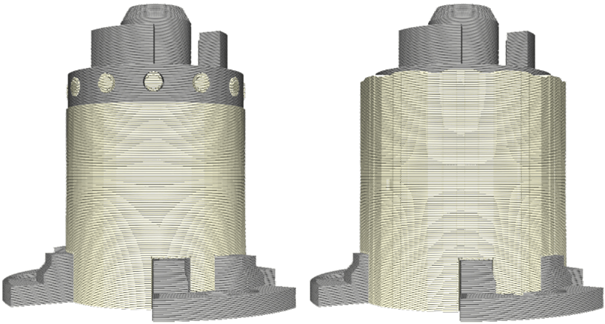
Étapes de remplissage de soutien progressif
La prise en charge progressive fonctionne de manière similaire à la fonctionnalité de remplissage progressif. Chaque étape de remplissage progressif divise la densité de remplissage par deux, ce qui donne un remplissage plus léger en bas et un remplissage dense vers le haut. Le remplissage progressif améliore le coût et l'efficacité du support sans altérer la qualité
Ce modèle est imprimé avec deux étapes de remplissage graduelles de 1 mm chacune. Les supports deviennent plus denses à 1 mm et 2 mm sous les surfaces du modèle
Zone d'appui minimale
Ce paramètre définit la zone d'empreinte minimale que les supports doivent couvrir, avant d'être ignoré. Par défaut, toutes les zones nécessitant une assistance sont imprimées. Lorsque des structures de support minces se produisent dans des endroits indésirables, elles peuvent être filtrées.
Le modèle de gauche a tous les supports en place, comme par défaut. Le modèle de droite a une surface d'appui minimale de 3 mm^2, en ignorant les minces zones de surplomb
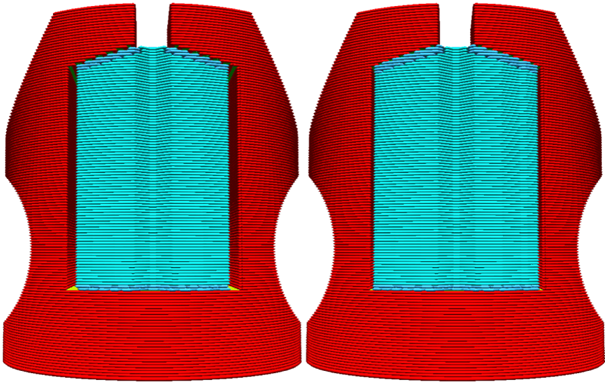
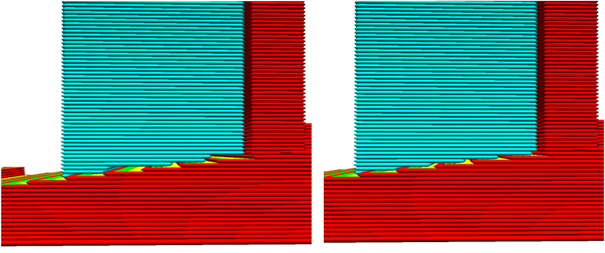
Activer l'interface d'assistance
Une interface de support génère une peau dense sur le toit et le sol de la structure de support sur laquelle le modèle est imprimé. Cela permet de mieux soutenir la couche inférieure de l'impression, ce qui donne une surface plus uniforme. Il est important de se rappeler qu'un toit de support est plus difficile à enlever qu'un support ordinaire, donc le post-traitement peut nécessiter plus de travail, en particulier lors de l'utilisation de supports non solubles.
Ce modèle est découpé de deux manières différentes : l'exemple du milieu a l'interface de support activée, tandis que l'exemple de droite a l'interface de support désactivée
Les toits et les planchers de support peuvent être réglés séparément et chacun a ses propres options :
Épaisseur de l'interface de support : l'épaisseur de la ou des interfaces de support
Résolution de l'interface de support : la résolution vérifiée dans la direction Z, qui détermine où l'interface de support est imprimée
Densité d'interface de support / distance de ligne: La densité d'interface de la structure de support
Modèle de toit de support : Le modèle qui détermine comment le toit de la structure de support est imprimé
Dérogation de la vitesse du ventilateur
Lorsqu'elle est activée, la vitesse du ventilateur de refroidissement de l'impression est modifiée pour la couche de peau directement au-dessus du support. Une vitesse de ventilation plus élevée facilite le retrait des supports.
Utiliser des tours
En activant ce paramètre, les structures de support sont imprimées sous forme de tours qui renforcent de minuscules zones de surplomb. Les tours de support ne sont imprimées que pour les zones de support qui sont plus petites que le diamètre minimum défini. Toutes les zones de support supérieures à cette valeur utiliseront un support standard.
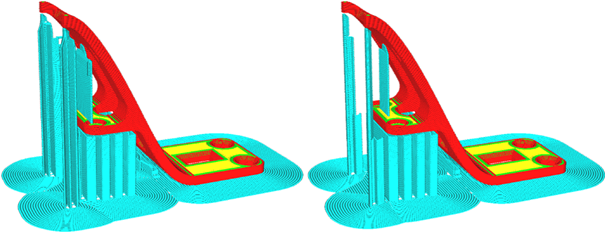
Le modèle sur la gauche a la valeur par défaut de « utiliser les tours » activée. Le modèle de droite a le paramètre désactivé
Évaluez et améliorez la stratégie d'impression jusqu'à ce que vous soyez satisfait.
Vous pouvez ensuite imprimer directement sur le réseau à l'aide d'Ultimaker Connect, enregistrer sur un disque amovible ou enregistrer le fichier sur votre ordinateur pour lancer l'impression sur une de vos imprimantes 3D compatibles, comme la Ultimaker S3.
Si vous souhaitez en savoir plus n'hésitez pas à demander la formation sur Cura que nous proposons, ou à nous appeler pour en savoir en plus :








