

Vous pouvez d'ores et déjà trouver les parties suivantes
Partie 1 : Ultimaker CURA pour les nuls partie 1 : votre 1ère impression 3D - 5D Normandie (5d-impression.com)
Partie 2 : https://5d-impression.com/blog/ultimaker-cura-pour-les-nuls-partie-2-outils-d-ajustements-b86.html
Partie 4 : https://5d-impression.com/blog/ultimaker-cura-pour-les-nuls-partie-4-les-supports-b105.html
Partie 5 : Ultimaker CURA pour les nuls Partie 5 : Gestion du matériel - 5D Normandie (5d-impression.com)
Vous souhaitez une formation CURA ?
Rendez-vous ici: Formation CURA Formation• 5D Impression (5d-impression.com)
Les différentes hauteur de couche
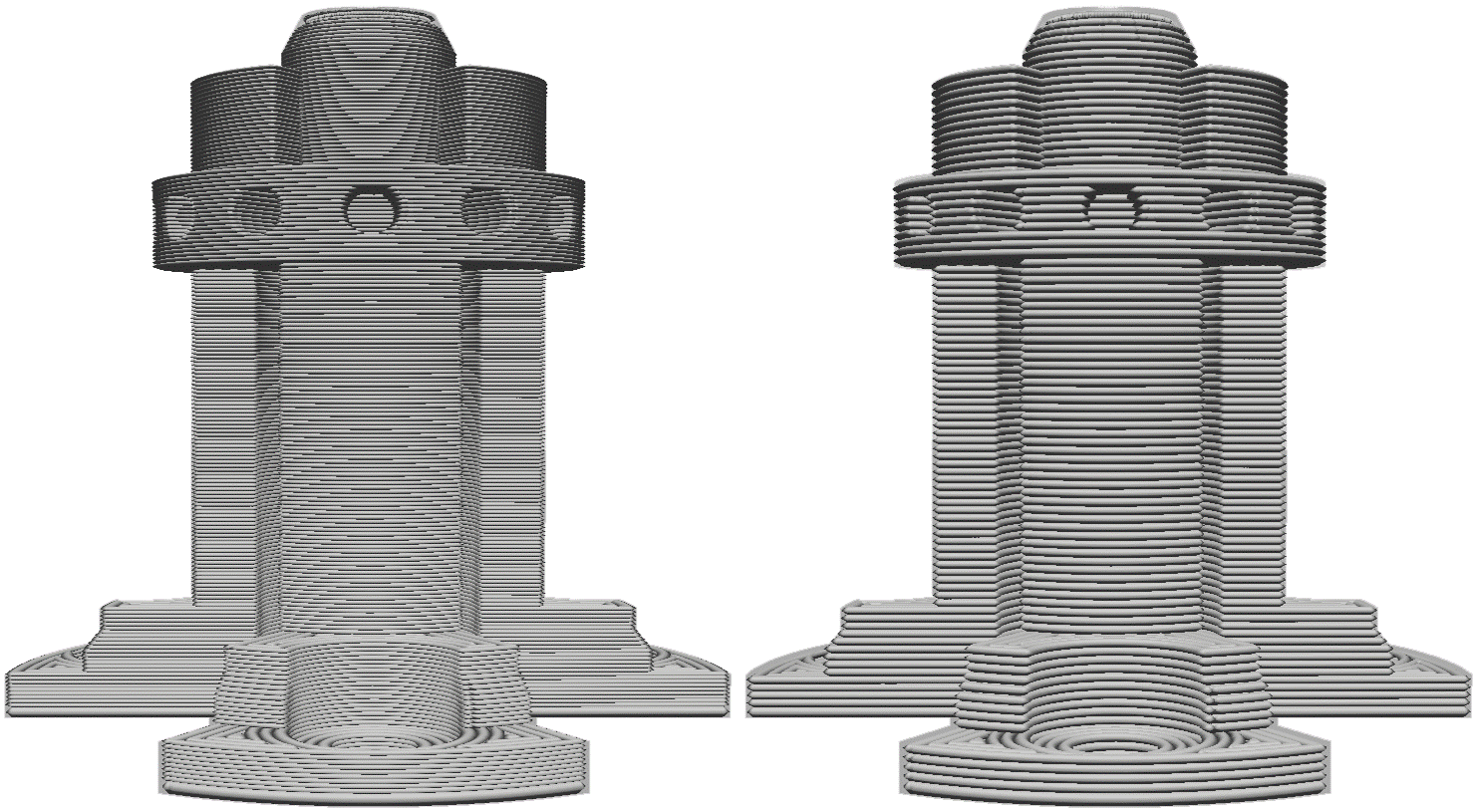
Le modèle de gauche a une hauteur de couche plus petite que le modèle de droite.
Le mode recommandé permet à l'utilisateur de choisir facilement une hauteur de couche compatible avec la configuration actuelle du print core et du matériau. Le nombre d'options de hauteurs de couche disponibles diffère selon la configuration. Le mode personnalisé permet à l'utilisateur de personnaliser complètement la hauteur de la couche.
Hauteur de couche initiale
Ce paramètre définit la hauteur de la première couche de votre impression. La hauteur de couche initiale est généralement plus épaisse que la hauteur de couche pour créer une adhérence plus forte avec la plaque de construction. Lorsque le modèle a beaucoup de détails sur la première couche, sa qualité peut être moindre en raison de la couche plus épaisse. Cette limitation peut être compensée par le paramètre « expansion horizontale de la couche initiale », qui se trouve dans la catégorie Shell.
Largeur de ligne
La largeur de ligne définit la largeur d'une seule ligne imprimée, qui doit être proche de la taille de la buse. En fonction de la largeur de la ligne, le taux d'extrusion est ajusté, ce qui signifie qu'il calculera automatiquement la quantité de matériau à extruder.
Exemple 1 : Diminuez légèrement la largeur de ligne du mur extérieur pour permettre des détails plus nets sur le modèle.
Exemple 2 : Une largeur de ligne accrue du remplissage permet au remplissage de s'imprimer légèrement plus rapidement.

Exactement le même modèle avec des largeurs de ligne de 0,25, 0,4 et 0,8 buses.
La largeur de trait peut être réglée individuellement pour tous les types de trait disponibles :
Largeur de ligne de mur : La largeur d'une seule ligne de mur. La largeur de ligne des parois intérieures et extérieures peut être ajustée séparément.
Largeur de ligne de la peau de surface supérieure : Cette largeur de ligne n'est disponible que lorsqu'une peau de surface supérieure est utilisée.
Largeur de ligne supérieure/inférieure : La largeur de ligne avec laquelle les couches supérieure et inférieure sont imprimées.
Largeur de ligne de remplissage : La largeur de ligne de tous les matériaux de remplissage.
Largeur de la ligne de jupe/bord : La largeur de la jupe ou des lignes de bord.
Largeur de ligne de support : La largeur de ligne des structures de support.
Largeur de ligne d'interface de support : La largeur d'une seule ligne d'interface de support.
Largeur de ligne de tour principale : La largeur d'une seule ligne de tour principale.
Largeur de ligne initiale : La largeur des lignes sur le calque initial.
Paramètres de remplissage
Densité de remplissage
La densité de remplissage définit la quantité de plastique utilisée à l'intérieur de l'impression. Une densité de remplissage plus élevée signifie qu'il y a plus de plastique à l'intérieur de votre impression, ce qui donne un objet plus solide. Une densité de remplissage d'environ 20 % est utilisée pour les modèles à visée visuelle, des densités plus élevées peuvent être utilisées pour les pièces d'utilisation finale.
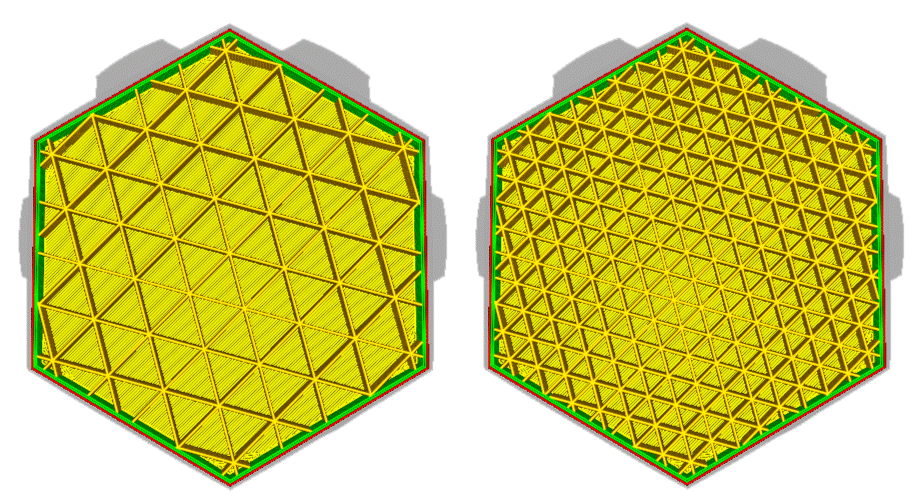
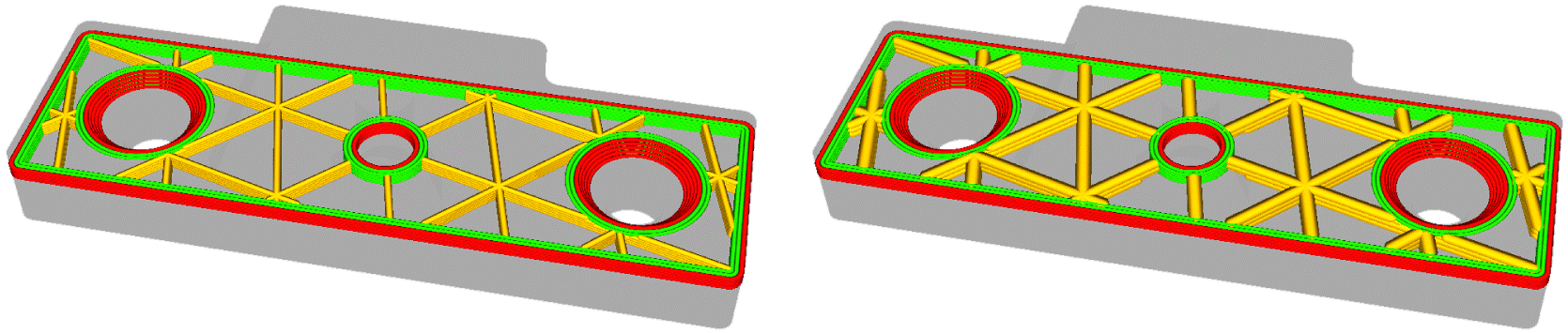
Le modèle de droite a une densité de remplissage plus élevée que le modèle de gauche
Distance de la ligne de remplissage
Au lieu de définir la densité de remplissage en pourcentage, il est également possible de définir la distance de ligne. Cela détermine la distance entre chaque ligne de remplissage, ce qui a le même effet que la modification de la densité de remplissage.
Motif de remplissage
Ultimaker Cura vous permet de modifier le motif de la structure de remplissage imprimée, ce qui est avantageux dans certains cas d'utilisation. Par example:
Des remplissages 2D solides sont utilisés pour les impressions de tous les jours
Les remplissages 2D rapides sont utilisés pour les modèles rapides, mais faibles
Les remplissages 3D sont utilisés pour rendre l'objet aussi solide dans toutes les directions
Les remplissages concentriques 3D sont utilisés pour les matériaux flexibles
Les options de motif suivantes sont disponibles :
Grille : fort remplissage 2D
Lignes : remplissage 2D rapide
Triangles : fort remplissage 2D
Tri-hexagone : Remplissage 2D solide
Cubique : fort remplissage 3D
Cubique (subdivision) : fort remplissage 3D (cela économise du matériel par rapport à Cubic)
Octet : fort remplissage 3D
Quart de cube : fort remplissage 3D
Concentrique : remplissage 3D flexible
Zig-zag : remplissage en forme de grille, imprimant en continu dans une direction diagonale
Croix : remplissage 3D flexible
Cross 3D : remplissage 3D flexible
Remplissage gyroïde : Remplissage avec une résistance accrue pour le poids le plus bas.
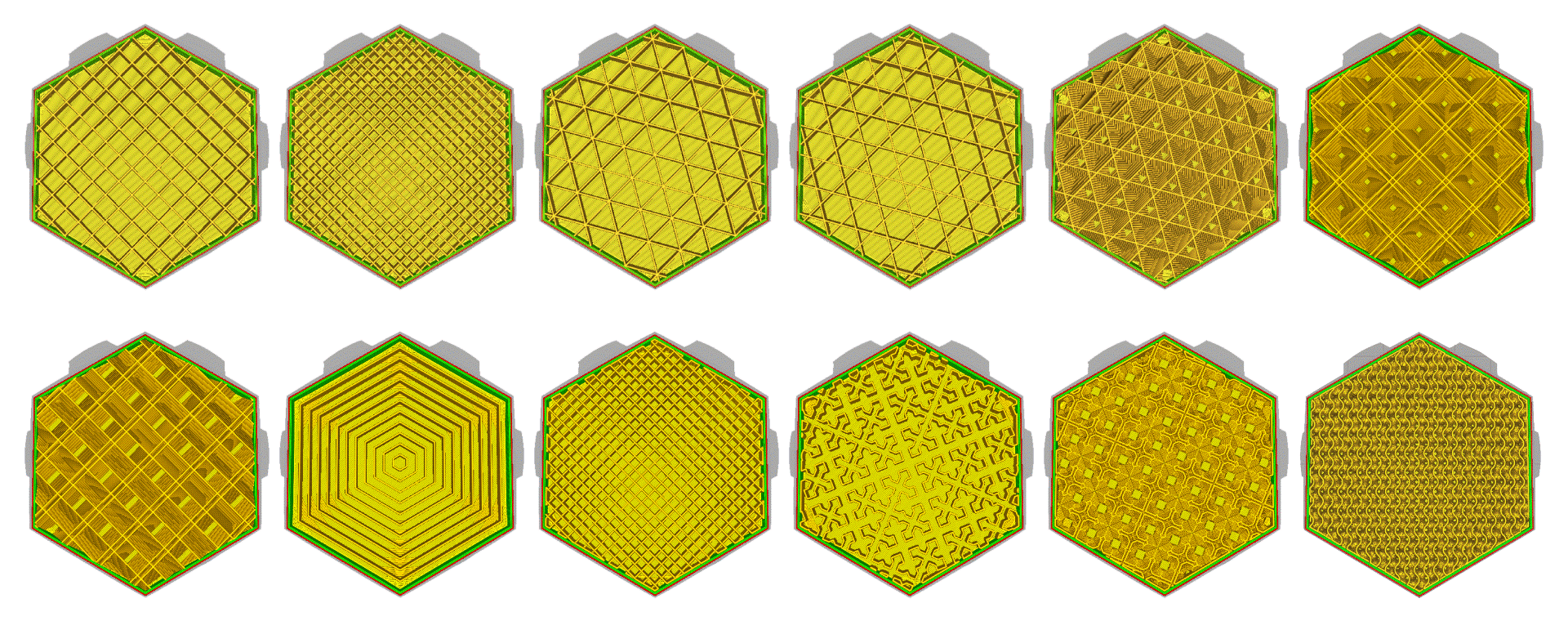
Les motifs de remplissage sont affichés dans l'ordre de la liste ci-dessus, de gauche à droite.
Directions de la ligne de remplissage
Les lignes de remplissage s'impriment généralement à un angle de 45°. À cet angle, les moteurs X et Y travaillent ensemble pour obtenir une accélération maximale et des secousses sur la couche sans perte de qualité. Si les lignes doivent être imprimées dans un sens différent, vous pouvez le régler ici à 0° pour la verticale et à 90° pour l'horizontale. Par exemple : [0,90] donne un motif haut/bas horizontal-vertical.
Décalage de remplissage XY
Les motifs de remplissage sont centrés pour chaque modèle chargé. Pour déplacer le motif vers la gauche, la droite, le haut ou le bas, un décalage X ou Y peut être utilisé. Une valeur positive le déplace vers le HAUT et la DROITE, tandis qu’une valeur négative le déplace vers le BAS ou la GAUCHE. Cela ne fonctionne pas pour les types de remplissage concentriques.
Pourcentage de chevauchement de remplissage
Avec ce paramètre, vous pouvez contrôler la quantité de chevauchement entre le remplissage et les murs. Il peut être défini en pourcentage ou en valeur réelle. Une valeur plus élevée entraîne généralement une meilleure adhérence entre le remplissage et les murs. Cependant, cela pourrait également réduire la qualité visuelle de l'impression, car une valeur trop élevée pourrait entraîner une surextrusion. La valeur par défaut dans Ultimaker Cura sera suffisante dans la plupart des cas.
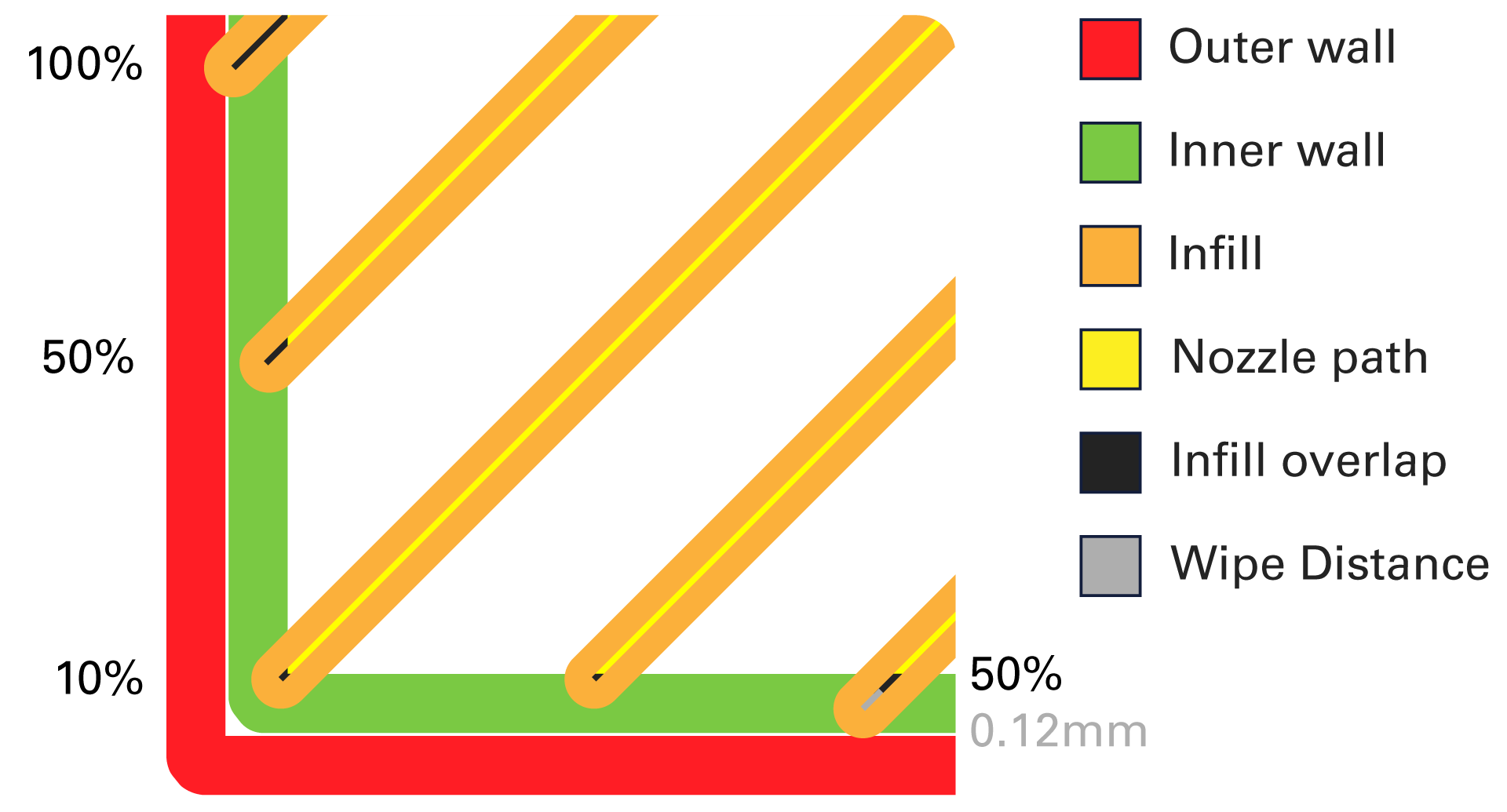
Une visualisation du chevauchement de remplissage et de la distance d'essuyage
Chevauchement cutané (pourcentage)
Le chevauchement de peau fonctionne de la même manière que le chevauchement de remplissage, qui est décrit en détail ci-dessus. Il peut être défini en pourcentage ou en valeur réelle. Le chevauchement de la peau influence toutes les couches supérieures et inférieures d'une impression.
Distance d'essuyage de remplissage
Ce paramètre indique à l'imprimante d'arrêter l'extrusion à la fin de l'impression du remplissage avant de commencer à imprimer les murs. L'imprimante va encore suinter un peu de filament en raison de la pression dans la buse, mais en arrêtant l'extrusion tôt, vous réduirez la sur-extrusion sur la coque. Voir l'image ci-dessus.
Épaisseur de la couche de remplissage
Étant donné que la hauteur de couche du remplissage n'est pas importante pour la qualité visuelle, vous pouvez utiliser des couches plus épaisses sur le remplissage pour réduire le temps d'impression. Lors du réglage de ce paramètre, assurez-vous toujours qu'il s'agit d'un multiple de la hauteur du calque, sinon Ultimaker Cura l'arrondira à un multiple de la hauteur du calque. Cela signifie que vous pouvez, par exemple, imprimer avec une épaisseur de remplissage de 0,2 mm tandis que la hauteur de couche est de 0,1 mm. L'imprimante imprimera d'abord les murs pour deux couches, puis elle imprimera une couche de remplissage plus épaisse.
5D Normandie s'engage à vous offrir les meilleurs services et conseils dans le cadre de vos impressions 3D. Nous restons également à votre disposition pour toutes autres demandes d'informations et/ou de conseils concernant vos fabrications additives.
Pour nous contacter c'est très simple, il suffit simplement de cliquer juste ici : CONTACTEZ-NOUS








